A needle valve is a precision flow control device that regulates fluid or gas passage through a tapered pin seated against a matching orifice. Precise flow control prevents equipment damage, measurement errors, and safety failures in industrial pipelines. Oil and gas, petrochemical, pharmaceutical and power generation sectors depend on them daily. Industries handling corrosive chemicals and high-pressure systems often prefer Stainless Steel Needle Valve and High Nickel Alloy Needle Valve solutions for durability and leak-proof performance.
What is a Needle Valve?
A needle valve controls flow with a thin tapered stem that moves in and out of a precisely machined seat. Turning the handwheel moves the stem and slowly opens or restricts the orifice. The main parts are the valve body, needle stem, packing nut and seat. This makes it a preferred choice when fine flow adjustment is more important than rapid switching.
A quarter-turn operated ball valve works best as a shutoff device. A needle valve uses several turns of the stem to provide incremental, measurable changes in flow. A trusted Needle Valve Manufacturer provides accuracy in dimensions and integrity of the seat for long service cycles. A well-made stainless steel needle valve maintains its sealing effectiveness consistently under pressure cycling and thermal variation.
Different Types of Needle Valves
Needle valves are produced in multiple configurations to suit varying piping layouts, pressure conditions, and space constraints across industrial installations.
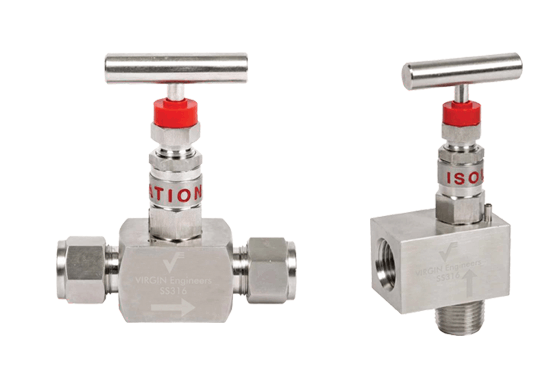
Straight Needle Valve
Inlet and outlet ports align in a straight line, suiting standard inline piping where direct flow paths are preferred and installation space presents no restriction.
Angle Needle Valve
Ports sit at 90 degrees to each other, eliminating the need for a separate elbow fitting and reducing pressure drop across the connection point.
Bar Stock Needle Valve
Machined from solid bar stock, this compact and structurally dense valve handles high-pressure instrumentation service where body integrity under sustained load is a primary requirement.
Forged Body Needle Valve
Forging produces a tighter grain structure than casting, delivering superior mechanical strength for high-pressure service in power generation and petrochemical plants.
Multi-Port Needle Valve
Multiple ports manage flow from several directions within a single body, making this type common in manifold assemblies and complex process distribution systems.
Instrumentation Needle Valve
Built to tighter tolerances than standard types, these valves serve sensitive measurement and control lines where minor leakage or flow deviation directly distorts readings.
Materials Used in Needle Valves
Material selection determines pressure compatibility, corrosion resistance, temperature performance, and service life across every needle valve application and operating environment.
Stainless Steel Needle Valve
Grades SS 316 and SS 316L deliver excellent corrosion resistance, high tensile strength, and stable performance across wide temperature ranges in demanding process environments.
Brass Needle Valves
Cost-effective for low-pressure water and air service. Brass machines well but is unsuitable for highly corrosive media or elevated operating temperatures.
Carbon Steel Needle Valves
ASTM A105 carbon steel offers high mechanical strength at an economical cost, widely used in oil and gas systems where corrosion risk remains controlled.
High Nickel Alloy Needle Valve
Grades such as Hastelloy C276, Inconel 625, and Monel 400 resist strong acids and extreme temperatures that would rapidly degrade standard stainless or carbon steel valves.
PTFE and Sealing Materials
PTFE packing and seats provide chemical inertness against aggressive media, making them standard in pharmaceutical and chemical processing lines where seal compatibility is non-negotiable.
Key Features of Needle Valves
Needle valves can provide reliable service in high-pressure industrial systems and sensitive instrumentation lines because of the combination of precision engineering and mechanical robustness.
- Multi-turn stem rotation provides fine flow adjustment so operators can control liquid or gas flow rates more accurately than quarter-turn valves.
- Precision-ground seating surfaces provide a leak-tight seal, eliminating fugitive emissions and providing complete system integrity under sustained operating pressure.
- The compact body fits readily into panel-mounted instrumentation assemblies and confined piping configurations without excessive installation space.
- The forged and bar-stock versions can withstand pressures exceeding 10,000 psi, making them fully compatible with extreme hydraulic and high-pressure gas systems.
- The stem and packing are of simple design, the packing can be replaced without removing the valve body, thus shortening the maintenance downtime and making it easy to operate.
- Corrosion-resistant grades and precision seating provides long operational life even in continuous-duty service at petrochemical and power generation facilities.
Benefits of Using Stainless Steel Needle Valves
Stainless Steel Needle Valves outperform alternative materials in industries where corrosion resistance, mechanical strength, and service longevity drive every specification decision.
Corrosion Resistance
SS 316L withstands chloride-rich and acidic environments reliably. Offshore platforms, marine systems, and chemical processing plants specify it as a standard grade for this reason.
High-Temperature Performance
Austenitic stainless grades perform stably at elevated temperatures, making them dependable in steam lines and power plant instrumentation where thermal cycling occurs continuously.
Hygienic Applications
The smooth, non-porous surface resists bacterial adhesion. Pharmaceutical and food processing facilities specify stainless steel to satisfy FDA and GMP compliance requirements directly.
Reduced Maintenance Cost
Resistance to scaling, pitting, and oxidation reduces replacement frequency significantly, lowering lifetime maintenance expenditure compared to brass or carbon steel alternatives over the same service period.
Applications of Needle Valves in Industries
Needle valves serve a wide range of sectors, from hydraulic machinery and pneumatic circuits to chemical plants, instrumentation networks, gas distribution and water treatment facilities.
Hydraulic Systems
Needle valves regulate actuator speed by controlling oil flow rate in hydraulic circuits. This prevents pressure spikes, protects downstream components and enables repeatable positioning in automated machinery.
Pneumatic Systems
Air flow to cylinders and actuators is metered precisely through needle valves. Consistent cycle timing in packaging, printing and assembly automation depends directly on this level of flow control.
Chemical Processing
High Nickel Alloy Needle Valves handle acids, solvents and reactive compounds in reactors and transfer lines where standard materials degrade rapidly under sustained chemical exposure.
Instrumentation Lines
Needle valves isolate pressure gauges and transmitters from process lines. Technicians replace or calibrate instruments without shutting the system down, reducing process interruption across oil and gas plants.
Gas Distribution Systems
Tight shutoff and precise metering control gas flow to burners and custody transfer systems. This prevents leakage and ensures measurement accuracy across natural gas distribution networks.
Water Treatment Plants
Needle valves are used to control dosing rates of chemicals for chlorine and pH adjustment compounds. Accurate dosing at this point has a direct impact on the quality of treated water and compliance with regulatory requirements.
How to Choose the Right Needle Valve
Begin with the system pressure rating and select the right ANSI or PN pressure class. The type of media will determine the material. Stainless steel works well with most industrial fluids. High Nickel Alloy Needle Valve grades can handle aggressive acids and seawater where normal alloys can not. The specification is also narrowed down by the end connection type and temperature range. PTFE packing works well for moderate temperatures reliably; graphite packing is good for continuous service above 200 °C.
The correct orifice size and Cv rating are determined by the flow requirements and media viscosity to prevent excessive pressure drop or insufficient control range. Working with an experienced Needle Valve Manufacturer means you get certified material traceability, independent test documentation and validated designs which meet recognised industry standards, all of which reduces procurement risk during selection.
Conclusion
Choosing the right type of needle valve and the material grade has a direct effect on system reliability and long-term maintenance costs. Stainless Steel Needle Valves exhibit proven strength and corrosion resistance for most industrial applications. High Nickel Alloy Needle Valve grades offer the required chemical and thermal resistance where conditions are aggressive. Buy from a trusted Needle Valve Manufacturer for certified quality and reliable performance on the field.