Hastelloy C276 is a nickel‑based alloy that is highly resistant to corrosion. It stands up well to pitting, crevice corrosion, and stress corrosion cracking, even in very acidic, oxidizing, or reducing environments. Because of these properties, defined by ASTM B575 and the UNS N10276 grade, it is widely used in chemical processing, marine, and pharmaceutical industries.
Master coils of this alloy from the mill are wide format rolls, which must be converted into narrower strips before they can be used in fabrication. That conversion is done by slitting. The result of this process is a Hastelloy C276 slitting coil and the slitting is very important because of how the alloy behaves during processing.
What is Hastelloy C276 Slitting Coil?
Slitting is a metalworking operation where a wide coil is cut into a number of narrower coils of a required width. The result is a set of slit coils, each wound to a given inner and outer diameter, ready for further fabrication. For Hastelloy C276, this means taking a master coil that might be 1000mm wide or more and cutting it down to strips ranging from 10mm to several hundred millimeters wide, depending on the end application.
Hastelloy C276 carries the UNS N10276 designation and is composed primarily of nickel (~57%), molybdenum (15-17%), chromium (14.5-16.5%), and iron, with small additions of tungsten and cobalt. The ASTM B575 specification covers flat-rolled products of this alloy, including coils and strips, setting standards for chemical composition, mechanical properties, and testing requirements. A UNS N10276 slitting coil manufacturer works within these specifications to ensure the slit product meets the same quality criteria as the original mill coil.
Why Precision Slitting Matters for Hastelloy C276 Coils
Nickel alloys are not forgiving materials during secondary processing. Hastelloy C276 work-hardens relatively quickly, which means any imprecision during slitting can compound into downstream fabrication problems. Width tolerances, edge condition, and surface quality all affect how the slit coil performs in forming, welding, or rolling operations.
Slit strips with dimensional inconsistency cause fitment problems and weld defects in chemical processing equipment. For pharmaceutical and food grade applications, burrs or rough edges can cause contamination of the process or cracking during forming. Marine parts and heat exchanger parts must be assembled tightly to function properly. Consistent strip width, burr-free edges, and proper surface condition are not optional specifications for these applications. They are basic requirements.
Precision slitting also reduces material wastage. A well-set slitting line produces strips with minimal kerf loss and consistent width across the entire coil length. For an expensive alloy like Hastelloy C276, which directly affects the cost per usable metre.
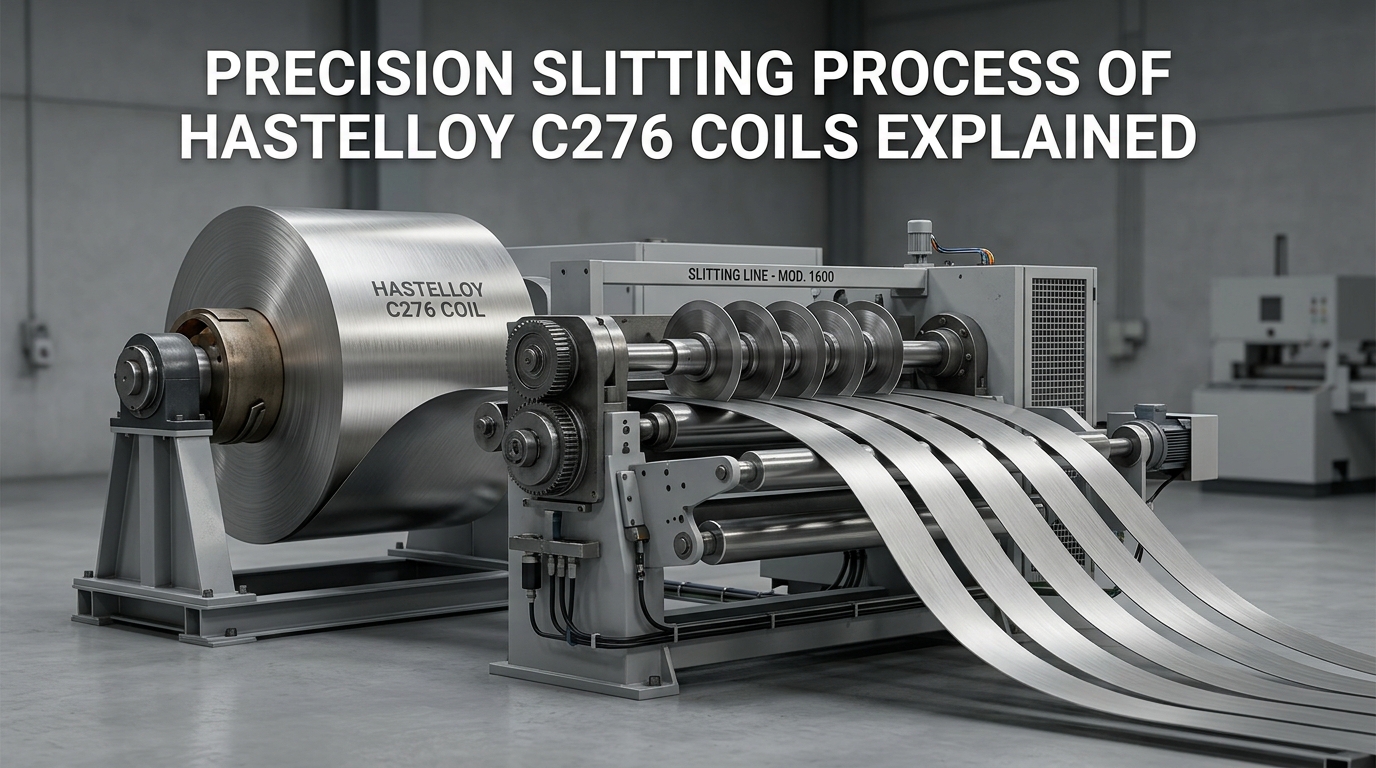
Precision Slitting Process of Hastelloy C276 Coils Explained
The slitting process for Hastelloy C276 involves several sequential steps, each of which needs attention. A mistake at any stage carries forward into the finished coil.
Coil Inspection Before Slitting
Before slitting, the master coil must be thoroughly inspected. Surface quality is checked for scale, pitting, cracks, or transit damage. Thickness is measured at several points with calibrated gauges to ensure it meets ASTM B575 requirements, and width is confirmed against declared values. Material traceability is verified through mill test certificates and heat numbers. Skipping this step can mean slitting coils with hidden defects, which only appear after cutting and result in scrap.
Setting Up Slitting Equipment
Slitting Hastelloy C276 needs an accurate machine setup. Circular blades on arbors are spaced to match the material thickness, with tighter blade clearance than mild steel because the alloy is tougher and needs cleaner edges. Tension on both the uncoiler and recoiler is carefully set to keep strip tension steady, as this alloy work-hardens under stress. Uneven tension or poor alignment of the slitting heads quickly shows up as camber, wavy edges, and inconsistent edge quality.
Controlled Slitting Operation
The master coil is placed on the uncoiler and fed through the slitting head, where circular blades cut it into several strips at once, each guided to its own recoiler. During slitting, strip width and edge quality are regularly checked so burrs stay within limits and are uniform. The surface is protected by interleaving or separator discs to avoid contact marks. Hastelloy C276 should be handled with care to prevent scratches as they may impair corrosion resistance in severe environments.
Recoiling and Packaging Process
Each slit strip is rewound into a coil with controlled inner and outer diameters. Winding tension must be balanced: too loose makes the coil unstable, too tight can cause edge marks or distortion. Each coil after recoiling is weighed, tagged with heat number, size and specification and wrapped up. For export or long transport, critical applications, moisture-barrier packing with pallets or cradles protects coils from deformation and contamination.
Challenges in Slitting Hastelloy C276 Coils
Hastelloy C276 is a material that is not easy to slit. Since it hardens, the area near the edge of the cut hardens rapidly as the blades cut into the material. This speeds up blade wear considerably when slitting carbon or stainless steels. Blades have to be changed or re-ground more often to keep edge quality acceptable.
Heat generation during slitting is another factor. Nickel alloys conduct heat less readily than steels, so the heat stays in the cutting zone rather than dissipating rapidly. If not controlled, excessive heat can affect blade life and cause minor metallurgical changes at the cut edge. Generally Hastelloy C276 will be slit at lower speeds than the standard grades.
This is a challenge in maintaining edge precision over a long coil run as blade wear is progressive. Edge quality is monitored by experienced operators who make adjustments as needed. Specialised slitting equipment with good tension controls and blade systems designed for high strength alloys is required to get consistent results.
Industrial Applications of Hastelloy C276 Slitting Coil
Slit coils of Hastelloy C276 are used across a range of industries where corrosion resistance and dimensional accuracy are both required. Typical applications include:
- Chemical Processing Equipment: Slit strips are formed into liners, baffles, and reaction vessel components where exposure to strong acids and chlorides is routine.
- Heat Exchangers: Narrow slit coils are used to produce tube sheets and strip-wound components in heat exchangers handling corrosive process fluids.
- Bellows Manufacturing: Precise strip widths and consistent thickness are essential for bellows that need to flex repeatedly without fatigue failure.
- Gasket Fabrication: Slit strips with tight width tolerances and clean edges are cut and formed into spiral wound or ring gaskets for flange connections.
- Flexible Hose Production: Strip coils are used to fabricate interlocked or corrugated flexible hose assemblies for chemical transfer lines.
- Pollution Control Systems: Flue gas desulfurization units and scrubber components use Hastelloy C276 strip for its resistance to sulfuric acid environments.
- Marine Engineering Components: Slit Hastelloy C276 strip is used in seawater-handling systems, valve seats and pump components for resistance to chloride corrosion.
Advantages of Precision Slit Hastelloy C276 Coils
Using precision slit coils rather than roughly cut or sheared strips brings several practical benefits to fabrication operations.
- Better Fabrication Efficiency: Consistent strip widths reduce setup time on forming and rolling machinery. Operators do not need to compensate for width variation.
- Improved Welding Performance: Smooth, burr-free edges reduce the chance of weld defects. Rough cuts can lead to edge contamination, which can introduce porosity into nickel alloy welds.
- Reduced Production Waste: Accurate slit widths mean less material is trimmed off during subsequent operations. For Hastelloy C276, that represents a meaningful cost saving.
- Consistent Dimensional Accuracy: Tight width and thickness tolerances over the entire length of the coil support are achieved with repeatable results on automated forming and stamping lines.
- Easier Downstream Processing: Well wound slit coils feed smoothly into processing lines, without edge lifting or coil telescoping, and stoppages are reduced.
- Support for Automated Manufacturing: Precision slit coils work without any issue in automated lines. Machine faults or rejects are caused by dimensional variation.
Conclusion
Precision slitting of Hastelloy C276 is not just cutting. This requires careful inspection, proper equipment calibration, controlled process parameters and proper packaging. These steps preserve dimensional accuracy, edge quality and surface finish which have a direct impact on in-service performance. If your industry depends on corrosion resistant alloys, then you need to choose processors who are familiar with this material. Well lit coils minimise fabrication problems, reduce scrap and give reliable performance when failure is not an option. Buyers and engineers care as much about slitting quality as they do about the grade of the alloy.